Blog | 11.10.2022

29.01.2019
Feintool as a development partner: The team route to success.
2014 kam der US-Automobilzulieferer Dayco auf Feintool zu. Der Auftrag: Eine Riemenscheibe mit Dämpfer zu produzieren. Gut drei Jahre arbeiteten die Entwickler beider Unternehmen eng zusammen und tüftelten am optimalen Fertigungsprozess. Mit Erfolg: 2019 werden 380.000 Teile vom Band laufen, 2020 sogar 450.000.
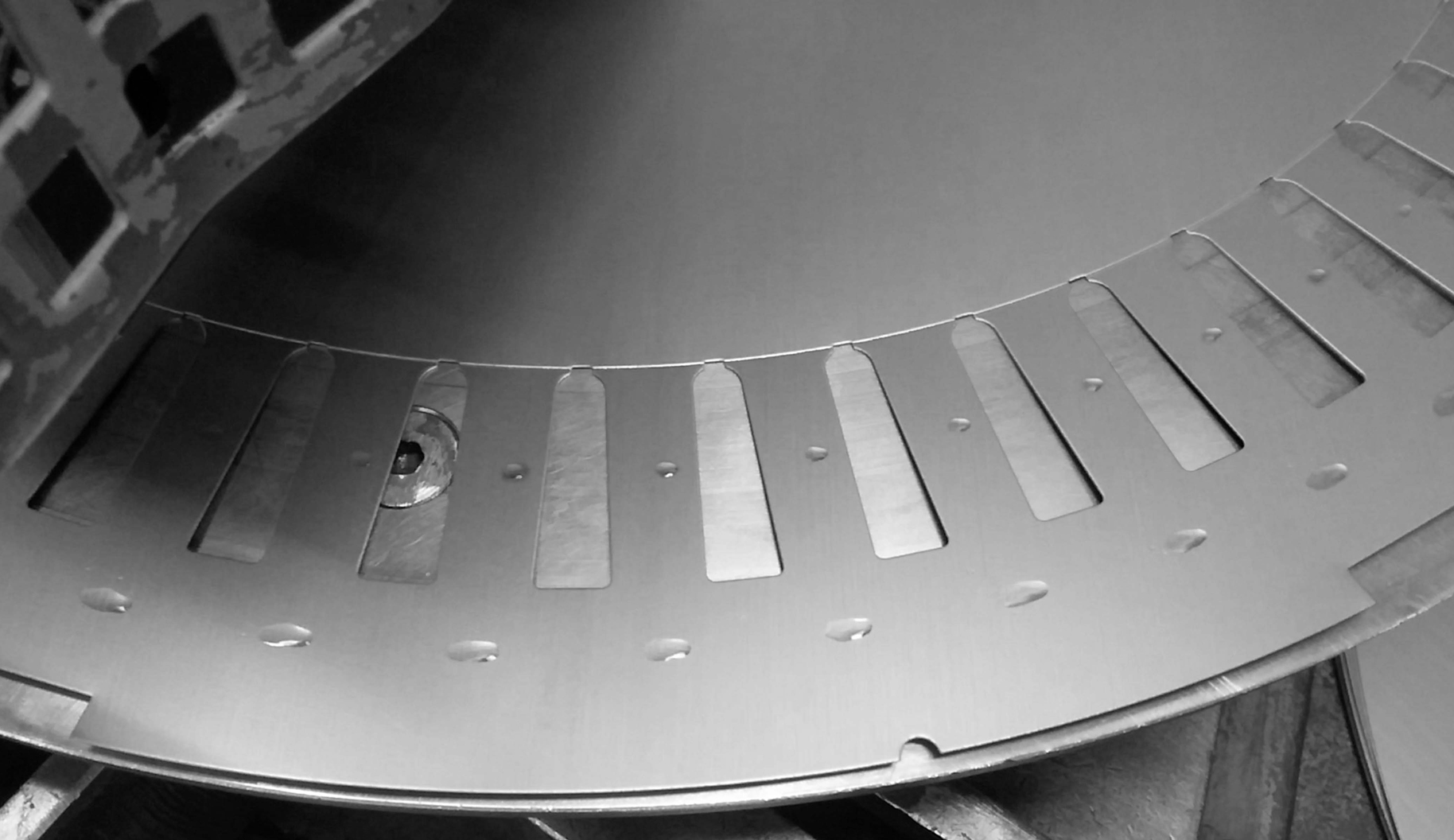
Automobilzulieferer entwickeln selbst für einfache Baugruppen immer kleinere und komplexere Teile, die bei der Herstellung nur minimale Abweichungen erlauben. Genau das war auch die Herausforderung, als Dayco, erstmals auf Feintool zukam. Im Gepäck die ersten Ideen für eine neue Riemenscheibe als Gegenstück zum Spring Cup. Der Spring Cup ist ein kleiner Topf aus drei Millimeter dickem Blech, geformt in der 1.250-Tonnen-Schuler- Presse. Damit hat Feintool reichlich Erfahrung – wie auch mit Riemenscheiben.
Gestiegene Anfordera
In 2014 Feintool was approached by US automotive manufacturer Dayco. The order? Production of a pulley with damper. For a good three years, developers from both companies worked closely together and tinkered with the optimal manufacturing process. It paid off: In 2019 380,000 parts will come off the conveyor belt, with that figure rising to 450,000 in 2020.
Automotive suppliers are developing ever smaller and more complex parts in-house for simple assemblies, and these permit only minimal deviations in production. This was precisely the challenge with which Dayco’s representatives first approached Feintool, bringing with them initial ideas for a new pulley as a counterpiece to the spring cup. This is a small cup made of three-millimeter-thick sheet formed in the 1,250-ton Shuler press, an area in which Feintool has ample experience – and the same goes for pulleys.
Greater demands pose a challenge for Feintool
At the Ohrdruf plant Feintool’s predecessor Schroth Antriebselemente, assimilated by the company in 2012, used to manufacture these products, which drive various units in the internal combustion engine at the end of the crankshaft via the V-belt. The difference here is that previously pulleys were for simpler applications, while now they are complex components with additional functions such as damping. There is a good reason for this – every time an engine starts, the V-belt and attached units come under significant strain, so the components wear out more quickly.
Antonio Maccarrone (Purchasing Manager) and Dayco therefore had clear visions regarding the form of the cup and the pulley that was to be developed: The production tolerance had to be small enough for the spring cup to fit so precisely into the pulley that the parts are firmly connected to each other after press-in. Furthermore, the pulley and cup were to get two cams – angular eversions that serve as attachment points for the internal springs.
More a partner than a service provider
Rather than engaging Feintool purely as a service provider, what Dayco really wanted was a collaboration. This represented an advantage, since acting as a fully-fledged development partner offered us greater opportunities for inputting our own expertise directly. Their wish was our command: Since 2015, at times up to four Dayco technicians and five colleagues have worked on the pulley in order to achieve the optimal result, with the greatest challenge proving to be the manufacturing process. The simplest option for meeting all the requirements of the finish part would have been hard turning, in which case the process would have involved carbonitriding of the cup after pressing. Only then would the fits be worked to completion on a CNC lathe.
The problem here was that processing hardened steel is a lot more expensive than processing unhardened steel, so this production route would have incurred high costs. Yet there were drawbacks to the converse route too: Although production would be cheaper if the steel was first turned and then hardened, this would make it harder to keep to the permitted error tolerances, which are minimal. Fortunately, all the colleagues involved are specialists in their areas. True to the motto “where there’s a will, there’s a way”, the Feintool-Dayco project team sought a solution. One test charge after another was sent through the system, with the design and process continually reviewed and optimized.
Twelve steps to the finished product
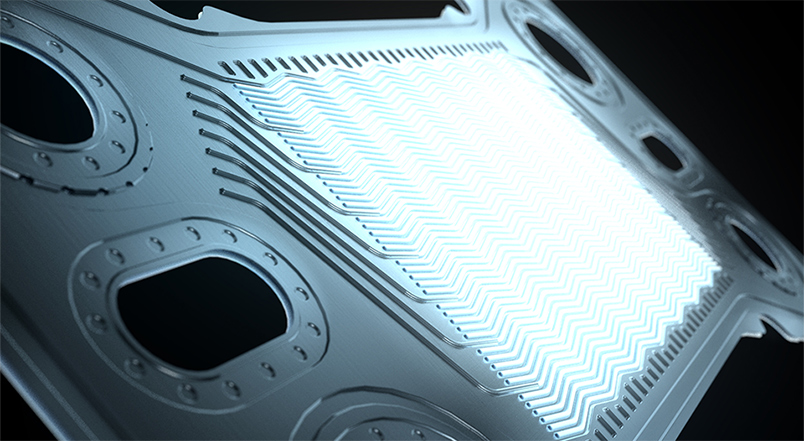
The effort paid off. Together they managed to apply the best possible production method with no loss in quality. In twelve process stages curves, edges and margins are molded and punched in the press. Then the V-rib form is molded to the pulley. Eventually chipping machines cut the pulley to the right size, and at the same time holes are pierced, then finally the whole piece has to be galvanized.

A finishing touch and a final check. The tolerances to be adhered to are minimal.
Although before the heat treatment the cups remain very slightly smaller than they need to be, the effect of the heat means they expand slightly. The size is therefore correct – and the customer is satisfied. Or, as Antonio Maccarrone puts it: “We can’t specialize in everything, which is why we need a supplier with whom we can develop our ideas further. Now we can be sure that we have got the best available technology.”
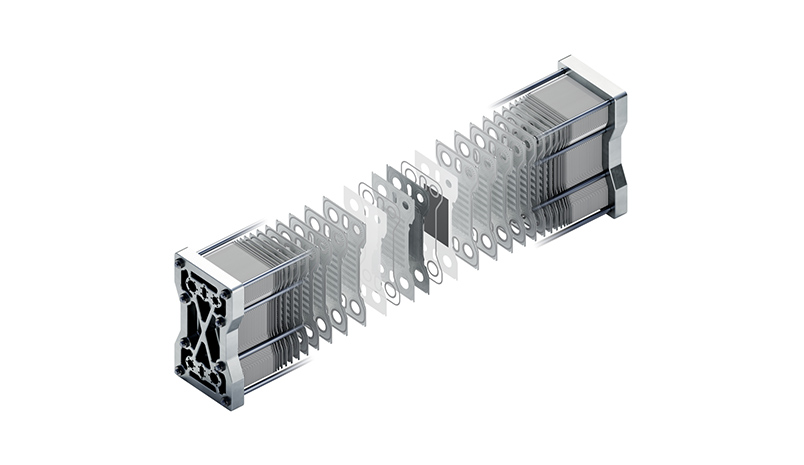
The end product is something to behold: The pulley, for which Feintool now supplies the inner and outer pieces, is given a ball bearing and two metal springs that provide the damping. Thanks to these, the durability of belts and auxiliary units is extended considerably. In future, the disk is to be in-built primarily in vehicles produced by the Daimler Group as part of a four-cylinder in-line engine. Series production has been underway since the spring of 2018 and should be further expanded up to 2020. In short: the collaboration has been a resounding success and shows once again: The Feintool team finds the best solution for every customer. Simple, efficient and, above all, as close to perfection as you can get.