News | 11.10.2022
23.05.2023
Die Entwicklung von FeinAl Plus.
Ausgangslage
Das Feinschneiden stellt in vielen Fällen eine ausserordentlich hohe Anforderung an die Werkzeuge bzw. Aktivelemente (Stempel und Schneidplatten). Aufgrund des um ein Vielfaches kleineren Schneidspaltes im Vergleich zum konventionellen Stanzen, sind die Druckbelastungen und die Zugbelastungen auf die Schneidkanten der Aktivelemente beim Feinschneiden um einiges höher. Das Auswerfen der Teile bzw. das Abstreifen des Gitters verursacht aufgrund der Reibung an den Mantelflächen Zugbelastungen, während der eigentliche Schneidvorgang hohe Druckbelastungen hervorruft. Im Produktionszyklus führt dies dann zu einer zyklischen Wechselbelastung auf die Schneidkanten der Aktivelemente.

Die besagten Druckbelastungen liegen nahe am Limit der Werkzeugstähle (Druckfliessgrenze) oder teilweise sogar darüber, was zu lokaler Plastifizierung führen kann. Dieser Vorgang kann im Verlaufe der Produktion zu Werkstoffermüdung und dadurch hervorgerufene Rissbildung führen.

Neben diesen mechanischen Belastungen kommt es zusätzlich, hauptsächlich aufgrund von Reibung, zu erhöhten Temperaturen im Bereich der Schneidkanten. Es gibt Hinweise, dass, je nach Stanzwerkstoff-Dicke und -Festigkeit, lokal im Bereich der Schneidkanten kurzzeitig Temperaturen von über 400 °C auftreten können.
Herstellungsbedingt weisen die Oberflächen der Aktivelemente ein spezifisches Rauheitsprofil auf. Dies führt im Feinschneidprozess zu einer sogenannten Mischreibung. Der Schmierstoff, welcher beim Feinschneiden auf die Stanzwerkstoffoberfläche aufgetragen wird, vermag während des Schneidvorgangs die Aktivelemente nicht komplett vom Stanzwerkstoff zu trennen. Es kommt dadurch lokal zur Berührung von Rauheitsspitzen der Aktivelemente mit dem Stanzwerkstoff.

Die Relativbewegung zwischen den Reibpartnern Aktivelement und Stanzwerkstoff führt zusätzlich zu Reibung und Temperaturerhöhung. So kann es dazu führen, dass Grenzflächen-Haftverbindungen entstehen, die bei einer Relativbewegung der Festkörperoberflächen abgeschert werden. In der Tribologie wird dieser Vorgang allgemein als Adhäsiver Verschleiss bezeichnet. In den meisten Fällen bleiben dadurch abgescherte Rückstände des Stanzwerkstoffes auf der Mantelfläche der Aktivelemente haften. Diese Rückstände führen wiederum zu erhöhter Reibung, was den Verschleissprozess kontinuierlich verstärkt.

Zusätzlich zum adhäsiven Verschleiss führen harte Partikel im Stanzwerkstoff (z. B. Karbide, Nitride und Verunreinigungen) zu abrasivem Verschleiss. Diese harten Partikel verursachen unter der Relativbewegung zwischen Aktivelement und Stanzwerkstoff beim Schneidvorgang eine Mikrospanbildung und dadurch einen kontinuierlichen Abtrag der Aktivelementoberfläche.

In den meisten Fällen ist es eine Kombination aus den Hauptverschleissmechanismen Ermüdung, Adhäsion und Abrasion, die schlussendlich zum Versagen der Aktivelemente führt. Sobald ein Riss einmal eingeleitet ist, läuft die Rissausbreitung verhältnismässig schnell ab und führt zum Ausbrechen der Schnittkante. Diese Ausbrüche können bei sprödharten Werkstoffen grossflächige ausfallen (Chipping). Bei solchen grossflächigen Beschädigungen muss das Werkzeug in der Regel sofort ausgetauscht oder nachgearbeitet werden.

Es wird davon ausgegangen, dass eine Rissbildung in der Werkzeugbeschichtung als Ursache für das obgenannte Versagen angesehen werden kann. Am Riss in der Hartstoffschicht haftet sich in der Folge Stanzmaterial an, was aufgrund der dadurch erhöhten Reibung zu Ermüdung und Rissinitiierung führt.
Die Rissbildung in der Beschichtung ist wohl damit zu begründen, dass zwischen dem Substratwerkstoff Werkzeugstahl und der Beschichtung grosse Unterschiede in der Elastizität bestehen. Das Elastizitätsmodul von Werkzeugstahl liegt bei rund 230’000 MPa, während eine übliche Verschleissschutzbeschichtung rund 500’000 MPa aufweist. Die mit rund 2 µm verhältnismässig dünne Beschichtung kann der elastischen Verformung des Werkzeugstahles unter Last nicht entgegenhalten und muss die Verformung mitmachen. Dies führt unweigerlich zu oben genannter Rissbildung.
Unsere Bestrebungen in der Optimierung des Verschleissverhaltens konzentrieren sich demnach hauptsächlich auf die Homogenisierung der Elastizität des Systems Substrat-Beschichtung und auf das Bruchverhalten von Beschichtungen.
Ziel
Mit dediziertem Schichtdesign und einer nahtlosen Integration in eine Prozesskette, bestehend aus Vor- und Nachbehandlungsschritten, hatte bis dato die Hartstoffschicht FeinAl über Jahre hinweg den Marktstandard für PVD-Beschichtungen von Feinschneidwerkzeugen gesetzt. Entsprechend hoch liegt die Messlatte bei der Weiterentwicklung dieser Erfolgstory.
Der Ansatz für eine weitere Optimierung des Schichtsystems lieferte das genaue Studium des Initialverschleisses am Werkzeug. Der Rissbildung, der damit verbundenen Materialanhaftung in Schichtspalten und somit der Gefahr von Schneidausbrüchen sollte die nächste Schichtgeneration für Feinstanzwerkzeuge noch effizienter entgegenwirken. Die bewährt hohe Abrasionsbeständigkeit von FeinAl galt es zu erhalten und zudem das Schichtsystem hinsichtlich Rissbeständigkeit weiter zu optimieren.
Dazu gibt es zwei unterschiedliche Lösungsansätze: Man kann versuchen z. B. über eine Erhöhung der Druckeigenspannung in der Decklage des Schichtpaketes tendenziell einer Rissausbreitung entgegenzuwirken. Anstatt jedoch die Rissausbreitung noch weiter zu hemmen haben wir vielmehr den Ansatz verfolgt, Risse so weit wie möglich gar nicht erst entstehen zu lassen.
Umsetzung
Ausgehend von FeinAl, einem AlCrN in Multilagenaufbau, wurden bei der Entwicklung von FeinAl Plus die Schichtzusammensetzung sowie die erzielte Kristallstruktur verändert, um eine insgesamt niedrigere Schichteigenspannung im Schichtaufbau zu realisieren. Die bewährte Multilagenstruktur von FeinAl wurde als Ausgangslage beibehalten.

Obige REM-Aufnahme zeigt im Schliffbild den Schichtaufbau, realisiert mittels Lichtbogensteuerung in der PVD-Anlage. Einzellagen mit unterschiedlicher Härte und Elastizität wechseln sich über die gesamte Schichtstärke ab, mit einer Periodizität von ca. 50–100 nm. Wie die Atomprobentomografie daneben veranschaulicht, weist jede Einzelschicht eine Substruktur auf. Al-reiche sowie Cr-reiche Nanolagen wechseln sich ab, realisiert mittels der Verwendung teils metallischer Verdampfer in der Beschichtungsanlage. Allein aufgrund der Abscheiderate der Verdampfer sowie der Rotationsgeschwindigkeit im Drehgestell lassen sich diese Nanolagen von 5–15 nm Dicke realisieren. Die Kombination aus Nanolagen im Multilayer bewirkt eine Verlängerung des Rissweges und erschwert so die Rissausbreitung im Schichtsystem.
Die mechanischen Eigenschaften von AlCr-basierten Nitridschichten lassen sich zudem sehr gut mit der Zugabe von weiteren Schichtelementen wie z. B. Bor beeinflussen (Tritremmel et al. Surface & Coatings 213 (2012) 1–7). Der folgende Graph veranschaulicht den Einfluss vom Bor im AlCrBN bei sonst unveränderten Beschichtungsparametern.

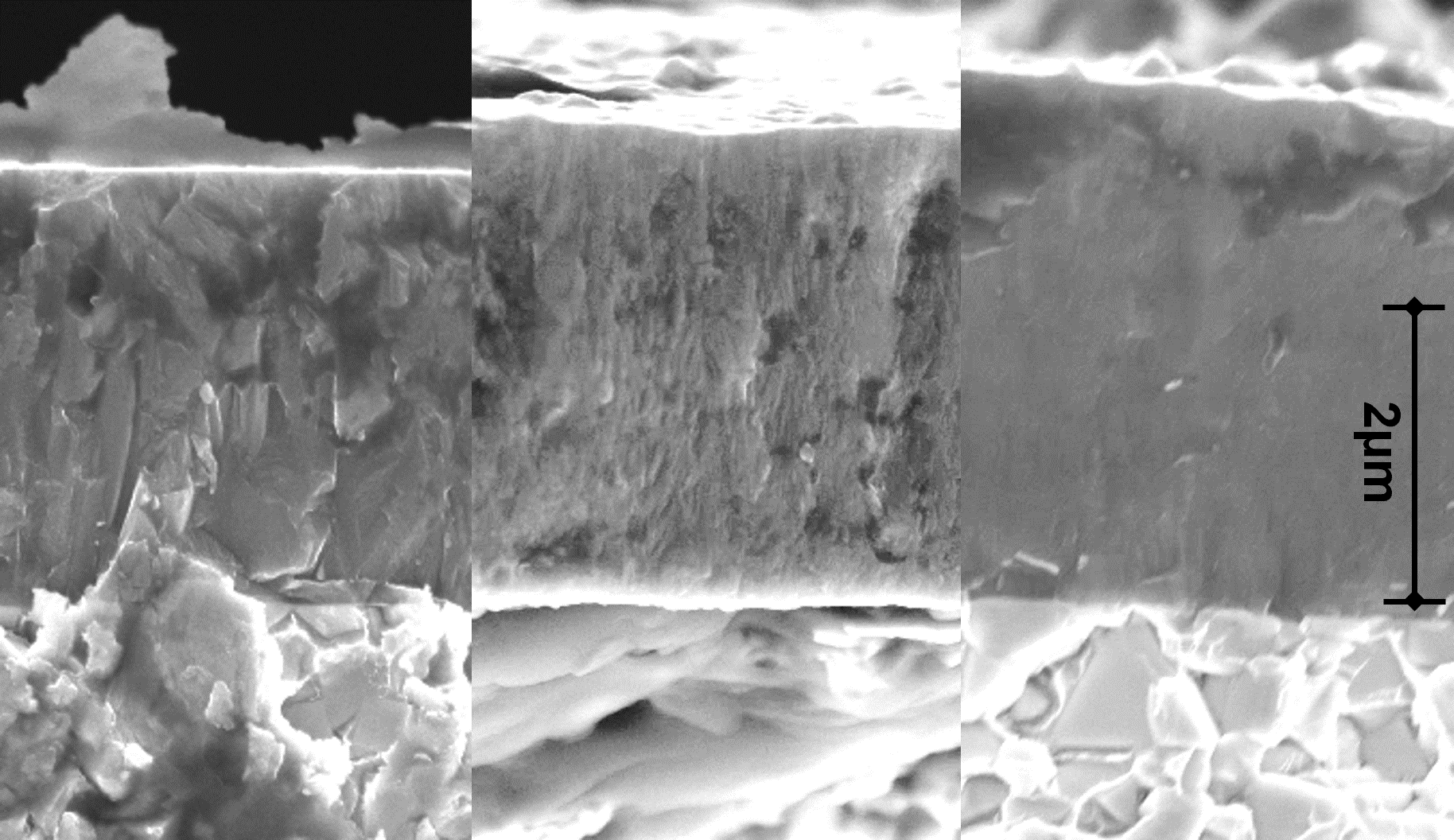
Mit steigendem Bor-Gehalt nimmt die Schichthärte zu, bei einer gleichzeitigen Reduzierung der strukturellen Einheiten in der Hartstoffschicht. Die Korngrössen der Kristallite nehmen dabei ab von rund 50 nm bis zum Erreichen von etwa 15 nm (gemessen mittels Röntgenstrukturanalyse). Dies verdeutlicht der Blick auf die Schichten im Bruchbild. Von links nach rechts nimmt der Bor-Gehalt zu, und die anfangs stark kolumnar ausgeprägte Schichtstruktur wird immer feiner, erscheint im REM-Bild rechts nahezu amorph.

Im Hinblick auf das Feinstanzen ist jedoch die interessanteste Einflussgrösse vom Bor in der AlCr-basierten Schicht die Abnahme der Schichteigenspannung. In Zahlen ausgedrückt lässt sich mittels Bor-Dotierung die Schichthärte um rund 15 % erhöhen, während sich zugleich die Schichtdruckeigenspannung quasi halbiert, wie folgender Graph verdeutlicht. Die höhere Schichthärte wirkt sich positiv auf die Abrasionsbeständigkeit aus. Die geringe Schichteigensspannung verbessert die Rissbeständigkeit.

Ergebnisse
Basierend auf bewährtem Konzept und nach mehrjähriger kontinuierlicher Weiterentwicklung präsentieren die Projektpartner Feintool, Blösch und Platit die nächste Generation von Beschichtungen für Feinschneidanwendungen: FeinAl Plus.
Blicken wir auf ein Anwendungsbeispiel und vergleichen das Verschleissverhalten für zwei Feinstanzwerkzeuge, beschichtet mit einer Referenz am Markt, im Vergleich zum neuen FeinAl Plus.
Bei dem betrachteten Werkzeugtyp handelt es sich um einen Innenformstempel aus Schnellarbeitsstahlt S390 der Härte 66 HRC. Die Eigenschaften vom Stanzwerkstoff sind wie folgt:
- Güte C60E
- Dicke 3 mm
- Zugfestigkeit 560 MPa

Die oben gezeigten Verschleissbilder wurden nach einer Standmenge von 23’500 Hüben aufgenommen. Die beiden Mikroskopbilder veranschaulichen das Verschleissverhalten. Für FeinAl Plus kann gegenüber der Marktreferenz eine Reduzierung von Kaltaufschweissungen ausgemacht werden. Damit verbunden ist eine Reduzierung an Ermüdungsrissen und in der Folge ein geringer Verschleiss am Innenstempel sichtbar.
Diese positive Einwirkung auf das Verschleissverhalten für FeinAl Plus konnte über sämtliche gefahrenen Feldversuche im Projekt reproduziert werden. Gemittelt über vier verschiedene Versuchsreihen, nach einer Einsatzdauer von bis zu 30’000 Hüben, bestätigt FeinAl Plus diese Leistungssteigerung. Verglichen mit dem bewährtem FeinAl, kann mit FeinAl Plus der Verschleiss noch weiter reduziert und somit die Prozesssicherheit im Feinstanzprozess weiter gesteigert werden.

Die charakteristischen Eigenschaften von FeinAl Plus lesen sich wie folgt:
- PVD-Schicht aus drei ARC-Kathoden simultan abgeschieden, wobei die risshemmende Multilagen-Struktur beibehalten wurde.
- Bor-dotiertes AlCrN zur Erhöhung der plastischen Schichthärte bei gleichzeitig sinkender Eigenspannung im Schichtsystem.
- Resultat: Weniger Materialanhaftungen, höhere Rissbeständigkeit und eine spürbar höhere Lebensdauer der Feinstanzwerkzeuge.
- Optional kann FeinAl Plus mit reibmindernder Decklage versehen werden, für optimale Einlaufeigenschaften der Feinstanzwerkzeuge.
Danksagung
Abschliessend möchten die Autoren ihren Dank allen beteiligten Projektpartnern und Kollegen aussprechen. Im Besonderen ist Stefan Scholl, Leiter Hartstoffbschichtung der Blösch AG, für seinen unermüdlichen Einsatz zu nennen.